



Процесс ректификации составляет большую долю в процессах химической технологии и в связи с его энергоёмкостью решение задачи энергосбережения привлекает многих исследователей как к оптимизации статических режимов, так и к синтезу систем автоматизации ректификационных колонн для их функционирования в производственных условиях. Этим обусловлен интерес к исследованию динамики процесса ректификации с целью энергосбережения [1, 2] и созданию систем управления этим процессом [3].
Изопрен является одним из важнейших продуктов нефтехимической промышленности. Он используется в качестве мономера для производства синтетического каучука [4]. Фракция С5 пиролиза вызывает интерес как источник изопрена, так как выделение изопрена до требуемой чистоты из этой фракции экономически более выгодно по сравнению с производством изопрена методами химического синтеза [5].
Ранее был выполнен синтез схемы выделения изопрена и проведена статическая оптимизации параметров работы колонн разделения [6]. Позднее [7] на основе результатов статической оптимизации синтезирована система управления начальными колоннами К-1 и К-2 четырёхколонной установки по выделению изопрена требуемого качества.
Целью исследования является структурный и параметрический синтез устойчивой системы управления колоннами К-3 и К-4 четырёхколонной ректификационной установки в режиме энергосбережения для получения конечного продукта с массовой долей изопрена не ниже 0,95 с учётом результатов синтеза системы управления начальными колоннами К-1 и К-2, опубликованных в работе [7].
Технологическая и функциональная схемы выделения изопрена
На рис. 1 показана схема четырёхколонной ректификационной установки выделения изопрена из углеводородов фракции C5 пиролиза.
В данной схеме K-1, K-2, К-4 – колонны традиционной ректификации; а К-3 – колонна экстрактивной ректификации. Данная схема смоделирована в Unisim Design [8].
Во всех колоннах используется конденсатор с полным фазовым переходом при давлении 100 кПа. Колонна K-1 предназначена для отгона легколетучих компонентов фракции С5, а в колонне K-2 из кубового продукта колонны К-1 отгоняется от труднолетучих компонентов смесь, содержащая изопрен. Назначение, параметры колонн К-1 и К-2 в базовом режиме, результаты их статической оптимизации и синтеза системы управления в режиме энергосбережения приведены в статье [7].
В дальнейшем подсистему, состоящую из колонн К-3 и К-4, будем называть блоком экстрактивной ректификации.
На рис. 2 представлен блок экстрактивной ректификации, выделенный из общей схемы четырёхколонной установки (рис. 1).
Дистиллят колонны К-2 в виде потока D2 смешивается в определённом соотношении с экстрагентом (ДМФА).
Полученная смесь поступает в качестве питания на 11-ю тарелку колонны экстрактивной ректификации К-3, содержащую 114 тарелок. Обедненная смесь углеводородов выводится из колонны дистиллятом D3, а поток, содержащий 6 % изопрена и 95 % ДМФА, отбирается в виде кубового продукта W3.
В колонне К-4, содержащей 10 тарелок, происходит процесс регенерации ДМФА и выделение целевого продукта (изопрена). Питание в колонну в виде потока W3 поступает на 9-ю тарелку. Конечный продукт отбирается сверху колонны в качестве дистиллята с массовой долей изопрена не ниже 0,995, а ДМФА отгоняется в виде кубового продукта.
В табл. 1 представлены основные технологические параметры статической модели блока экстрактивной ректификации.
Синтез системы управления блоком экстрактивной ректификации выполняется поэтапно в той же последовательности, что и для колонн К-1 и К-2 [7].
Определение контрольных тарелок
Контрольные тарелки в колоннах К-3 и К-4 определяются по методике, используемой при синтезе систем управления К-1 и К-2 [7]. В качестве контрольных тарелок были выбраны 74 и 10 тарелка для колонны К-3 и К-4 соответственно.
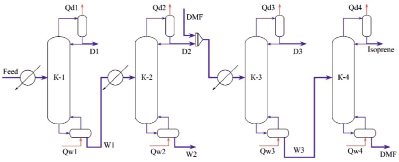
Рис. 1. Схема выделения изопрена из углеводородов фракции C5 пиролиза
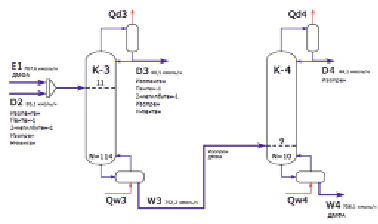
Рис. 2. Технологическая схема блока экстрактивной ректификации изопрена
Таблица 1
Технологические параметры статической модели блока экстрактивной ректификации
|
Параметр |
Значение |
|
Расход питания, D2 + Е1 (кмоль/ч) |
792,7 |
|
Содержание изопрена в потоке D2 (мол. дол.) |
0,063 |
|
Расход дистиллята из колонны К-3, D3 (кмоль/ч) |
40,5 |
|
Расход кубовой жидкости из колонны К-3, W3 (кмоль/ч) |
752,2 |
|
Содержание изопрена в потоке W3 (мол. дол.) |
0,06 |
|
Флегмовое число (К-3) |
10,7 |
|
Расход дистиллята (К-4), D4 (кмоль/ч) |
44,1 |
|
Содержание изопрена в продуктовом потоке D4 (мол. дол.) |
0,997 |
|
Расход кубовой жидкости из колонны К-4, W4 (кмоль/ч) |
708,1 |
|
Флегмовое число (К-4) |
1,0 |
Статическая оптимизация колонн блока экстрактивной ректификации
При статической оптимизации четырёхколонной установки минимизируются энергетические затраты при получении изопрена требуемого качества. Результаты оптимизации, относящиеся к колоннам К-1 и К-2, опубликованы в работе [7].
В табл. 2 и 3 для оптимальных режимов показаны зависимости расхода основных потоков и температур на контрольных тарелках колонн блока экстрактивной ректификации от изменения расхода питания в колонну К-3.
Из результатов статической оптимизации следует, что температура на контрольных тарелках обеих колонн при изменении расхода питания в колонну К-3 изменяется незначительно. Это позволяет стабилизацию качества продуктов, содержащих изопрен, обеспечить стабилизацией температуры на этих тарелках. Анализ зависимости потоков колонн К-3 и К-4 показывает, что расходы потоков этих колонн линейно зависят от расхода питания в колонну К-3. В связи с этим расходы потоков колонны К-4 зависят тоже линейно от расхода питания в колонну К-4, что подтверждается данными, приведёнными в табл. 2 и 3.
Предлагаемая схема системы управления
Схема системы управления блоком экстрактивной ректификации изопрена из фракции C5 пиролиза представлена на рис. 3. Она реализует линейные зависимости расхода потоков в колонне от расхода питания в эту колонну.
Таблица 2
Результаты статической оптимизации колонны К-3
|
Расход питания F, кг/ч |
Расход дистиллята D3, кг/ч |
Расход кубового продукта W3, кг/ч |
Тепловой поток конденсатора Qd3, кДж/ч |
Тепловой поток ребойлера Qw3, кДж/ч |
Расход флегмы L3, кг/ч |
Температура на КТ, °C |
|
51836,53 |
2583,79 |
49252,74 |
8339381 |
14686729 |
20339,20 |
61,16 |
|
54716,34 |
2729,13 |
51987,20 |
8783907 |
15485928 |
21414,89 |
61,16 |
|
57596,14 |
2873,07 |
54723,07 |
9243121 |
16298223 |
22533,04 |
61,15 |
|
60475,95 |
3018,42 |
57457,53 |
9687651 |
17097446 |
23608,73 |
61,13 |
|
63355,76 |
3163,77 |
60191,99 |
10132162 |
17896699 |
24684,37 |
61,10 |
Таблица 3
Результаты статической оптимизации колонны К-4
|
Расход питания F, кг/ч |
Расход дистиллята D4, кг/ч |
Расход кубового продукта W4, кг/ч |
Тепловой поток конденсатора Qd4, кДж/ч |
Тепловой поток ребойлера Qw4, кДж/ч |
Расход флегмы L4, кг/ч |
Температура на КТ, °C |
|
51836,53 |
2644,69 |
46608,05 |
1908825 |
8259594 |
2488,15 |
131,17 |
|
54716,34 |
2789,47 |
49197,73 |
2012366 |
8712542 |
2621,79 |
131,09 |
|
57596,14 |
2938,27 |
51784,81 |
2129317 |
9191123 |
2787,47 |
131,61 |
|
60475,95 |
3081,46 |
54376,07 |
2225018 |
9629511 |
2901,62 |
131,19 |
|
63355,76 |
3228,36 |
56963,62 |
2338997 |
10101384 |
3061,21 |
131,56 |
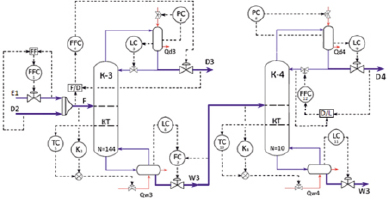
Рис. 3. Схема системы управления блоком экстрактивной ректификации
Формирование потока питания в колонну К-3 обеспечивает система регулирования соотношения расходов потока D2 и экстрагента на значении 1:7,6. В обеих колоннах стабилизируется давление изменением расхода охлаждающего агента в конденсатор. В верхней части колонны К-3 регулируется соотношение расхода дистиллята и расхода питания в колонну, а уровень в конденсаторе регулируется расходом орошения в колонну. В нижней части колонны К-2 применена комбинированная система: регулирование расхода теплового агента в зависимости от расхода питания в колонну с коррекцией по температуре на 74 тарелке. Для уменьшения возмущения в колонну К4 применена каскадная система регулирования расхода потока W3 с коррекцией по уровню в колонне К-3.
В табл. 4 приведены настроечные параметры ПИ-регуляторов, используемых при регулировании колонн К-3 и К-4. Настроечные параметры регуляторов получены имитационным моделированием переходных процессов в системе управления четырёхколонной установкой.
Таблица 4
Настроечные параметры регуляторов блока колонн К-3 и К-4
|
Позиция на схеме |
Наименование |
Коэффициент усиления К |
Время изодрома Ti, мин |
|
1, 12 |
Регулятор соотношения расходов |
0,1 |
0,2 |
|
2, 8 |
Регулятор давления |
2 |
0,2 |
|
3, 6 |
Регулятор уровня |
4 |
6 |
|
4 |
Регулятор соотношения расходов |
0,15 |
0,1 |
|
5 |
Регулятор температуры |
3,4 |
0,6 |
|
7 |
Регулятор расхода |
0,15 |
0,1 |
|
9, 11 |
Регулятор уровня |
4 |
4 |
|
10 |
Регулятор температуры |
2,4 |
0,3 |
Выбор и настройка компенсаторов для К-3 и К-4
В результате моделирования переходных процессов по каналам воздействия на температуру на контрольной тарелке изменением расхода питания (канал возмущения) и изменением расхода теплового потока в куб колонны (канал управления) по известным методикам получены нормированные передаточные функции Wов(S) и Wоу(S), а из условия инвариантности получены передаточные функции компенсаторов для колонны К-3 и К-4. Они представлены в виде (1, 2) соответственно:
 (1)
(1)
 (2)
(2)
Переходные процессы в блоке экстрактивной ректификации
На рис. 4 и 5 для ступенчатого воздействии ±10 % по расходу питания в головную колонну К-1 отображены отклики в виде изменения соответственно: температуры на контрольной тарелке в колонне К-3 и массового содержания изопрена в кубовом продукте колонны К-3.
На рис. 6–8 для ступенчатого воздействии ±10 % по расходу питания в головную колонну К-1 отображены отклики в виде изменения соответственно: температуры на контрольной тарелке колонны К-4 (ΔT10), расхода изопрена в виде расхода дистиллята колонны К-4 и массовой доли изопрена в дистилляте колонны К-4. Моделирование переходных функций колонн по каналу возмущения и управления, а также откликов на возмущение по расходу питания в К-1, выполнялось в программной среде UniSim [8].
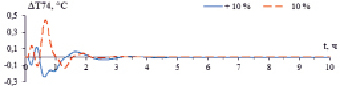
Рис. 4. Отклик температуры на контрольной тарелке в К-3
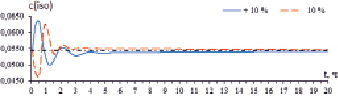
Рис. 5. Отклик содержания изопрена в кубовом продукте К-3
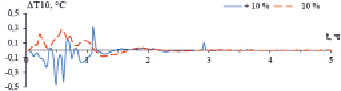
Рис. 6. Отклик изменения температуры на контрольной тарелке в К-4
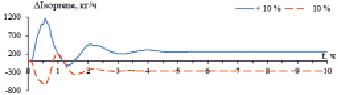
Рис. Рис. 7. Отклик изменения расхода изопрена
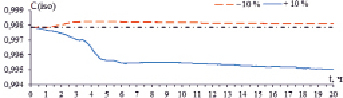
Рис. 8. Отклик содержания изопрена в дистилляте колонны К-4
Из переходных процессов, изображённых на рис. 4–7, следует, что изменение знака возмущения в головную колонну влияет на частоту колебаний в системе. Изменение полярности возмущения по расходу питания в головную колонну влияет на длительность переходных процессов в системе. При возмущении в сторону увеличения расхода питания в колонну К-1 переходной процесс в системе составляет 5,5 ч, а при возмущении в сторону уменьшения переходной процесс в системе составляет 3 ч.
Выводы
На основе результатов минимизации энергетических затрат в статическом состоянии четырёхколонной ректификационной установки (К-1, К-2, К-3, К-4) при получении изопрена требуемого качества с учётом результатов ранее выполненного синтеза системы управления колоннами К-1 и К-2 синтезирована система управления блоком колонн К-3 и К-4 с использованием среды UniSim Design.
Результаты работы подтверждают достижение цели исследования: получение устойчивой системы управления четырёхколонной ректификационной установкой для получения изопрена требуемого качества в режиме энергосбережения.
При анализе графиков переходных процессов по рассмотренным каналам передачи воздействий на промежуточные переменные наблюдается изменение формы этих процессов при смене знака воздействия равного по величине, что свидетельствует о нелинейности ректификационной установки по выделению изопрена.
Выполнение исследований при синтезе системы оптимального управления многоколонной ректификационной установкой по выделению изопрена с использованием среды UniSim Design позволило установить существенное влияние знака ступенчатого возмущающего воздействия в головную колонну на частотный спектр и на длительность переходного процесса в системе управления до получения конечного продукта.