



Применение алмазосодержащего инструмента тесно связано с возросшим требованием развития различных отраслей промышленности. Так, алмазосодержащие инструменты используются в камнеобработке, в строительстве, для резки, сверления широкого спектра материалов. При этом предъявляются повышенные требования к физико-механическим свойствам алмазных инструментов [1, 2]. Алмазометаллические композиты (АМК) для алмазного инструмента представляют собой систему, состоящую из металлической матрицы (связки) с расположенными в ней алмазными зернами. Такие материалы обычно изготавливаются методами порошковой металлургии, преимущественно прессованием с последующим спеканием. Особое внимание уделяется при этом влиянию высоких температур на алмазные частицы в процессе изготовления и образованию неалмазного углерода, при котором может происходить разупрочнение материала [2, 3]. Следовательно, актуальность разработки технологий на форсированных режимах определена сокращением длительности воздействия высоких температур на алмазные частицы. Вместе с тем для создания износостойких АМК на металлической матрице из железоуглеродистых сплавов решается проблема использования порошков наиболее дешевых, чем порошки из цветных металлов [4]. Принципиально новые возможности для решения этих задач предоставляет использование энергии взрыва. В ходе взрывного прессования (ВП) порошков в их тонких поверхностных слоях достигаются температуры, достаточные для спекания [5]. Если к моменту прохождения волн разгрузки успевает произойти теплообмен вглубь частиц, то соединение получает прочность, превышающую растягивающие напряжения, возникающие в результате явления разгрузки. При прохождении ударных волн происходит повышение температуры, тем самым создавая особые термобарические условия для улучшения межфазной связи между материалом матрицы и алмазом, которая способствует сохранению алмазных частиц [4]. Метод позволяет широко варьировать составы прессуемых порошков и получать компакты с уровнем свойств, не обеспечиваемым традиционными методами спекания. В работах [6, 7] было показано, что применение дополнительной термообработки (ТО) обуславливает упрочнение обработанных взрывом низколегированных сталей за счет выделения тонкодисперсных карбидов и формирования структур с мелким субзерном. Данный эффект может быть использован при создании АМК с матрицей из порошков железоуглеродистых сплавов.
В настоящее время состояние теоретико-экспериментальных исследований в области повышения свойств АМК за счет создания прочных химических связей между матрицей и алмазом характеризуется как этап интенсивного изучения различных факторов, определяющих природу и морфологию продуктов взаимодействия между ними, закономерностей их влияния на алмазоудержание и износостойкость композита [1, 8]. Уровень алмазоудержания при воздействии эксплуатационных нагрузок отражается в механизме изнашивания и удаления алмазных зерен из матрицы. Так, удаление алмазных зерен по механизму вырыва говорит об их более слабой связи со связующей основой по сравнению с механизмом скалывания. Поэтому изучение механизмов деструкции алмазной составляющей позволяет оценить качество алмазоудержания и имеет большое значение для разработки научных основ синтеза высокоэффективных АМК.
Исходя из проведенных литературных анализов, можно выделить четыре основные группы задач, которые возникают при разработке композиционных порошковых систем алмаз – металл [2–6]: начальные исследования формируемых структур и физико-механических свойств материала металлической матрицы; выявление особенностей изменения (сохранности) алмазных частиц после технологических операций изготовления материала; изучение межфазных поверхностей раздела структуры алмаз – матрица; исследование деструкционных изменений композита, полученных в результате эксплуатационных нагрузок. Цель настоящей статьи заключается в изучении влияния технологических процессов изготовления на основные факторы, определяющие получение высокоэффективных алмазосодержащих материалов инструментального назначения.
Материалы и методы исследования
Для получения комплекса вязкоупругих и пластических свойств, обеспечивающих износостойкость АМК и жесткость закрепления зерен алмаза в связке, в ее составе использовали смесь порошков железоуглеродистых сплавов с различным уровнем твердости (таблица). Состав смеси варьировали процентным содержанием мягкого порошка (П1, ГОСТ 13084-88) в соответствии 20, 30 и 40 %, остальное – твёрдый порошок (П2, ГОСТ 21448-75), обычно используемый для наплавки. В качестве наполнителя использованы алмазные порошки марки А7К80 500/400 (RU2 484 940) [6, 7]. Данный порошок представляет собой совокупность алмазных зерен различной формы; хорошо развитые режущие кромки зерен благоприятствуют абразивным свойствам композитов.
Для консолидации многокомпонентных порошковых смесей использована цилиндрическая схема нагружения взрывного прессования [6, 7]. Взрывное прессование проводили при варьировании диаметра засыпки взрывчатого вещества, при значениях 45 и 50 мм. Скомпактированные образцы подвергали кратковременному (15 мин) высокотемпературному нагреву по трем режимам при температурах 600, 800 и 900 °С.
Химический состав связующих порошков ( %) и их микротвердость
|
Порошок |
C |
Si |
Ni |
Mn |
Cr |
Mo |
В |
Fe |
H, МПа |
|
П1 |
0,05–0,12 |
≤ 0,2 |
7–10 |
– |
16–20 |
≤ 0,5 |
– |
ост. |
1800 |
|
П2 |
3,5–5,5 |
1,0–2,5 |
– |
1,5–4,0 |
32–37 |
– |
1,3–2,0 |
ост. |
6900 |
Аналитические комплексные исследования проведены по стандартным методикам. Исследование структуры проведено на оптических микроскопах «Neophot-32» и «Axio Observer D1m». Измерение микротвердости проведено на приборе «ПМТ-3» (ГОСТ 9450-76), с заданной нагрузкой 2 Н. Структурные изменения и поверхности разрушения исследованы на стереоскопическом микроскопе «Stemi 2000С» и электронном микроскопе JSM-6480 LV «JEOL».
Гранулометрический состав (ГОСТ 9206-80) порошков алмаза в исходном состоянии и после процесса рекуперации из композита определен количественным содержанием массы частиц в определенных фракциях на общее количество порошка.
Износостойкость образцов АМК определена на машине трения СМЦ-2 (ГОСТ 9490-75). Так как типовые размеры опытных образцов АМК соответствуют размерам промышленных правящих карандашей с алмазным наполнителем 500/400 каратов, проведен сравнительный анализ показателей износостойкости. При этом следует подчеркнуть, что объёмная доля алмазного сырья у промышленных правящих карандашей приблизительно в 2,5 раза превышает объемную долю у опытных АМК. Испытания проводились при трении образцов на абразив из электрокорунда; замерен весовой износ после каждого цикла прохождения пути трения.
Результаты исследования и их обсуждение
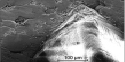
Изготовленные взрывным прессованием алмазометаллические брикеты представляют собой достаточно монолитный материал (рис. 1, а, б) и характеризуются высокой степенью пластического уплотнения; относительная плотность варьирует в пределах от 0,77 до 0,98.
Пластическое уплотнение обеспечивает консолидацию порошковых частиц материала матрицы вдоль алмазных зерен. Как видно на рис. 1, в, порошковая матрица плотно прилегает к алмазу, на границе алмаз – матрица отсутствуют заметные микропустоты и зазоры, что благоприятствует механической адгезии. По сравнению с микротвердостью исходных компонентов, микротвердость компонентов спрессованных образцов или сохраняется близкой к начальной (для порошка П2) или увеличивается в 1,2–1,7 раза (в случае порошка П1). На рис. 1, б, в, показаны структуры образцов до и после термической обработки, где видны недеформированные, глобулярные частицы порошка П2, вокруг которого плотно расположены частицы порошка П1. Снижение пористости опытных композитов возможно увеличением содержания компонента П1. Для получения брикетов с высокой плотностью основным фактором является введение в состав легкодеформируемого порошка. Комбинирование взрывного прессования с последующей термообработкой дает возможность повышения микротвердости обеих составляющих. Это объясняется высокой энергетической активностью продеформированного ударными волнами порошкового материала, ускоряющей диффузионные процессы и способствующей сильному взаимодействию атомов углерода с дефектами кристаллической решетки при нагреве [9, 10]. В результате происходит перераспределение углерода с образованием мелкодисперсных карбидов. Кроме того, идет интенсивное формирование субзеренной структуры. Эти процессы увеличивают микротвердость компонентов матрицы, при этом идет интенсивное упрочнение легкодеформируемой компоненты материала матрицы; ее микротвердость увеличивается в 2–3 раза. При DВВ = 50 мм выявлены упрочнения обеих компонент: и твердой, и легкодеформируемой, поэтому выбран данный режим прессования. Таким образом, при создании АМК использован эффект упрочнения, наблюдаемый при нагреве обработанных взрывом железоуглеродистых сплавов [6, 7].


a) б) в)
Рис. 1. Макроповерхность излома АМК (а, х 20) и участки с алмазными частицами на непротравленных микрошлифах АМК до ТО (б, х300) и после ТО (в, х157). Состав матрицы АМК: 40 % порошка П1 и 60 % порошка П2. Взрывное прессование при Dвв = 50 мм. Стрелками показаны алмазные зерна в АМК
Известно, что в процессе технологии получения алмазосодержащих композитов алмазные порошки подвергаются давлению и нагреву. Для выявления изменений свойств алмазных частиц опытных АМК проведены их исследования исходных и рекуперированных из спрессованных взрывом брикетов. Использование связок с повышенной твердостью и уменьшение длительности термического воздействия на алмазные частицы позволило при существующих условиях экспериментов сохранить близкими к исходным показатели среднего размера зерна (4 %), доли основной фракции (1 %) и статической прочности (10 %) алмазной составляющей [7]. Данные характеристики при традиционных способах изготовления показывают снижение на 30 %, поэтому близкие значения к исходным этих характеристик в сочетании взрывного прессования с кратковременным нагревом для получения АМК являются обоснованием перспективности.
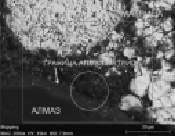
Свойства композиционных материалов, состоящих из матричных фаз и функциональных наполнителей, определяются не только характеристиками этих основных компонентов, но в значительной степени строением и прочностью образующихся межфазных границ [11]. Основной принцип повышения свойств композитов заключается в создании прочных химических связей между матрицей и наполнителем. Повышение твердости и прочности двухкомпонентной матрицы экспериментальных АМК в результате термообработки после взрывного прессования способствует устойчивости к эксплуатационным нагрузкам. Справедливо предположение, что взаимодействие углерода алмаза с материалом матрицы при нагреве дополнит механическую связь между ними более прочной химической. В пользу этого свидетельствуют результаты микрорентгеноспектрального анализа пограничных зон алмаз – матрица экспериментальных композитов (рис. 2), в которых помимо углерода выявлены достаточно высокие содержания таких сильных карбидообразующих элементов, как железо и хром [4, 12, 13]. Присутствие этих элементов позволяет утверждать, что на границе алмаз – матрица создаются благоприятные условия для обеспечения химических связей, повышающих прочность и износостойкость полученных АМК. Монолитность и прочность межфазных границ алмаз – матрица опытных АМК подтверждена результатами испытаний на износостойкость.
Перспективность применения комплексной технологии, сочетающей взрывное прессование и кратковременный отжиг, для получения АМК с высоким уровнем эксплуатационных свойств подтвердили результаты испытаний на износостойкость опытных образцов АМК и контрольных правящих карандашей. Проведенные сравнительные испытания показали, что износостойкость образцов АМК соответствует износостойкости промышленно выпускаемых алмазосодержащих карандашей. При этом объемная доля алмазов в АМК – 2 %, в карандашах – 5 %; геометрические размеры образцов АМК и правящих карандашей, характеристики алмазной компоненты в них одинаковые. Выявлено, что повышение содержания твердой компоненты П2 в связующем материале и увеличение мощности заряда позволяет обеспечить достаточный уровень износостойкости при существенной экономии алмазного сырья.

а) б)
Рис. 2. Микроструктура границы алмаз – матрица (а, х2000) и локальные содержания химических элементов в области, ограниченной окружностью (б). Образец протравлен


а) б)
Рис. 3. Характер удаления алмазной составляющей с поверхности изношенной АМК: а – после ВП, вырыв (х200); б – при ВП и термообработке при 900 °С, транскристаллитный скол (х689)
При эксплуатации алмазного инструмента на поверхности взаимодействия с абразивом возникают специфические особенности, где каждая алмазная частица подвергнута упругим и пластическим деформациям. При динамическом воздействии на рабочую поверхность АМК в зоне контакта наблюдается высокая температура, которая приводит к деструкции и удалению алмаза. Были изучены особенности потери функциональных свойств алмазных зерен при изнашивании экспериментальных АМК (рис. 3).
В зависимости от прочности закрепления в матрице процесс износа алмаза проявляется различным образом. Алмазные зерна, слабо удерживаемые матрицей, вырываются из нее под действием внешних сил; такой вид изнашивания демонстрирует АМК до проведения термообработки, когда алмазоудержание происходит за счет механических сил (рис. 3, а). При хорошем алмазоудержании режущие грани и вершины алмазных частиц частично обламываются, при этом оставшаяся часть удерживается матрицей, сохраняя абразивные свойства; в этом случае происходит обновление рабочей поверхности инструмента (самозатачивание). Высокий уровень алмазоудержания в термообработанных композитах проявился в наличии множественных отколов по телу алмаза, а не по границе раздела алмаз – матрица (рис. 3, б), что согласуется, например, с работой [14], в которой также наблюдали развитый транскристаллитный скол алмаза при его хорошем сцеплении с матрицей. В целом для термообработанных АМК с лучшим алмазоудержанием характерно формирование на кристаллах алмаза площадок износа с развитым микрорельефом, что соответствует данным работы [15]. Таким образом, фрактографический анализ показал важную роль проведенной термообработки для улучшения алмазоудержания. После термообработки наблюдается изменение механизма удаления алмазной составляющей в процессе изнашивания. Если до термообработки удаление алмазных частиц происходило по механизму вырыва, то после термообработки этот механизм сменился на выкрашивание, т.е. на транскристаллитное раскалывание. Повышение эксплуатационных характеристик АМК обусловлено улучшением алмазоудержания за счет дополнения механического обжатия силами химической адгезии в результате термообработки и за счет образования новых режущих граней в алмазных частицах при изнашивании.
Заключение
Проведенные исследования влияния взрывного прессования и последующей термообработки на порошковые системы алмаз – железоуглеродистая матрица позволили получить следующие новые научно-прикладные результаты.
1. Высокоскоростная деформация в процессе ВП и последующей термообработки порошков железоуглеродистых сплавов создает условия для их упрочнения; в зависимости от мощности заряда и температуры нагрева наблюдали рост микротвердости исследованных порошков до 2–3 раз. Применением в качестве материала матрицы АМК смеси порошков легкодеформируемого и прочного железоуглеродистых сплавов возможно, добиться одновременно взаимодополняющих свойств абразивных материалов: твердости и пластичности.
2. Выбранная технология изготовления АМК и использование в смеси двухкомпонентной матрицы порошков повышенной твердости обеспечили сохранность алмазной составляющей с небольшим изменением их исходных свойств.
3. Последующая термообработка после взрывного прессования способствует повышению эксплуатационных характеристик АМК за счет высокого содержания карбидообразующих элементов в пограничных зонах алмаз – матрица. Выявлены микромеханизмы удаления алмазных частиц в процессе изнашивания: после ВП – вырывом; при сочетании ВП и термообработки – транскристаллитным расколом.
4. Показано соответствие износостойкости опытных АМК при двойной экономии алмазного наполнителя значениям износостойкости промышленных алмазных карандашей, что указывает на перспективность данной методики для разработки АМК.
Библиографическая ссылка
Яковлева С.П., Махарова С.Н., Васильева М.И. АЛМАЗОМЕТАЛЛИЧЕСКИЕ КОМПОЗИТЫ НА ОСНОВЕ ЖЕЛЕЗОУГЛЕРОДИСТЫХ ПОРОШКОВЫХ СИСТЕМ // Современные наукоемкие технологии. – 2020. – № 11-2. – С. 320-325;URL: https://top-technologies.ru/ru/article/view?id=38381 (дата обращения: 20.04.2024).