



Ректификация является одним из самых распространённых процессов химической технологии. Энергетические затраты на процесс ректификации составляют наибольшую долю в общих энергетических затратах на процессы химической технологии.
Этим обусловлен интерес к исследованию динамики процесса ректификации с целью энергосбережения [1] и созданию систем управления этим процессом [2].
В качестве объекта управления выбран блок колонн К-1 и К-2 в производстве изопрена [3, 4]. Технологическая схема ректификационной установки приведена на рис. 1. Питающая смесь – фракция углеводородов C5 пиролиза (поток F) поступает в колонну К-1, в которой происходит отделение низкокипящих компонентов фракции (поток D1). Целевым потоком, содержащим изопрен, является поток кубовой жидкости (W1). После нагрева до температуры кипения поток W1 поступает в колонну К-2, где происходит отделение высококипящих компонентов (поток W2). Фракция, содержащая изопрен, отбирается в виде дистиллята (поток D2). Процесс осуществляется при технологических параметрах, приведённых для базового режима, в табл. 1.
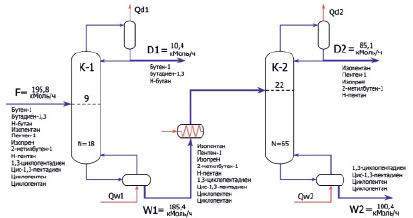
Рис. 1. Технологическая схема блока колонн ректификации К-1 и К-2 в производстве изопрена
Таблица 1
Технологические параметры для базового режима
|
Параметр |
Значение |
|
Расход питания, F, (кмоль/ч) |
195,8 |
|
Содержание изопрена в питающей смеси F, (мол. дол.) |
0,258 |
|
Расход дистиллята (К-1), D1, (кг/ч) |
10,4 |
|
Расход кубовой жидкости (К-1), W1, (кг/ч) |
185,4 |
|
Содержание изопрена в кубовой жидкости (W1), (мол. дол.) |
0,272 |
|
Флегмовое число (К-1) |
35,5 |
|
Расход дистиллята (К-2), D2, (кмоль/ч) |
85,1 |
|
Расход кубовой жидкости (К-2), W2, (кмоль/ч) |
100,4 |
|
Флегмовое число (К-2) |
15,5 |
Цель работы: разработка системы оптимального управления ректификационными колоннами К-1 и К-2, обеспечивающей минимизацию энергетических затрат и качественный переходной процесс в этих колоннах при возмущении по расходу питания в головную колонну.
Для получения системы оптимального управления решаются следующие задачи:
– в программной среде Unisim Design [5] вычисляются оптимальные статические режимы блока колонн К-1 и К-2, обеспечивающие минимальные энергетические затраты на процесс выделения дистиллята колонны К-2 требуемого качества при изменении расхода питания в колонну К-1;
– определяются места контрольных тарелок колонн К-1 и К-2 в статическом режиме при базовом расходе и составе питания в колонну К-1;
– определяется структура системы управления колоннами К-1 и К-2;
– в программной среде Unisim Design для колонн К-1 и К-2 моделируютя кривые разгона по каналам: расход питания – температура на контрольной тарелке, расход управляющего потока – температура на контрольной тарелке;
– определяются передаточные функции компенсаторов и регуляторов;
– строится переходной процесс в системе управления колоннами К-1 и К-2 и оценивается его качество.
Статическая оптимизация
Оптимизация статических режимов выполнялась поэтапным декомпозиционным методом [6]. В качестве критерия оптимальности выбраны энергетические затраты на технологический процесс, которые оценивались по тепловым потокам конденсаторов и ребойлеров. Результаты оптимизации показаны в табл. 2 и 3.
Таблица 2
Результаты статической оптимизации колонны К-1
|
Расход питания F, кг/ч |
Расход дистиллята D1, кг/ч |
Расход кубового продукта W1, кг/ч |
Тепловой поток конденсатора Qd1, кДж/ч |
Тепловой поток ребойлера Qw1, кДж/ч |
Расход флегмы L1, кг/ч |
Температура на контрольной тарелке, °C |
|
11880 |
521,78 |
11358,22 |
7294465,45 |
2552098,28 |
17857,78 |
27,12 |
|
12540 |
556,91 |
11983,09 |
7641142,84 |
2635000,80 |
18672,94 |
32,28 |
|
13200 |
580,26 |
12619,74 |
8086620,50 |
2817255,06 |
19793,36 |
28,57 |
|
13860 |
608,62 |
13251,38 |
8516834,21 |
2984075,84 |
20851,37 |
26,63 |
|
14520 |
638,29 |
13881,71 |
8895206,12 |
3098981,25 |
21772,48 |
28,58 |
Таблица 3
Результаты статической оптимизации К-2
|
Расход питания в колонну К-1 F, кг/ч |
Расход дистиллята D2, кг/ч |
Расход кубового продукта W2, кг/ч |
Тепловой поток конденсатора Qd2, кДж/ч |
Тепловой поток ребойлера Qw2, кДж/ч |
Расход флегмы L2, кг/ч |
Температура на на контрольной тарелке, °C |
|
11880 |
5203,35 |
6154,87 |
31771086 |
31830097 |
79753,56 |
48,58 |
|
12540 |
5486,27 |
6496,82 |
33536161 |
33598050 |
84187,01 |
48,58 |
|
13200 |
5786,93 |
6832,81 |
35361164 |
35418875 |
88767,52 |
48,65 |
|
13860 |
6070,88 |
7180,50 |
37067108 |
37134152 |
93047,76 |
48,59 |
|
14520 |
6364,41 |
7517,30 |
38887457 |
38958139 |
97619,68 |
48,64 |
По результатам статической оптимизации установлено, что управляющие воздействия линейно зависят от расхода питания в колонну К-1 и система управления должна основываться на изменении этих воздействий пропорционально изменению подачи питания. Установлена пропорциональность расхода питания в К-2 и расхода питания в головную колонну К-1, что позволяет формировать управляющие воздействия колонны К-2 в зависимости от отбора продукта W1. Из табл. 2 и 3 следует, что температура на контрольных тарелках изменяется незначительно при изменении расхода питания в колонну К-1. В связи с этим для стабилизации качества продукта можно стабилизировать температуру на контрольных тарелках.
Определение контрольных тарелок
Практически в любой задаче управления процессом ректификации имеет место задача получения информации о составе, оцениваемом по температуре в контрольной точке объекта управления.
Выбор тарелки, на которой будет контролироваться температура (контрольная тарелка) либо другой параметр, косвенно характеризующий состав, может происходить по различным критериям [7]. В данной работе место контрольной тарелки выбиралось по максимальному отклонению температурного профиля при нанесении внешнего воздействия с разными знаками по расходу питания.
На рис. 2 представлено отклонение температуры на тарелках колонны К-1 от температурного профиля в базовом статическом режиме при изменении расхода питания на ±5 %.
Из графика следует, что можно выбрать в качестве контрольной тарелки 6 тарелку.

Рис. 2. Изменение температурного профиля К-1 при изменении расхода питания на ±5 %
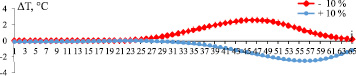
Рис. 3. Изменение температурного профиля К-2 при изменении расхода питания на ±10 %
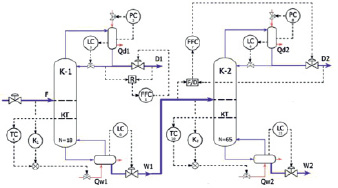
Рис. 3. Схема системы управления блоком ректификационных колонн К-1 и К-2
На рис. 3 представлено изменение температуры на тарелках К-2 при изменении расхода питания в эту колонну на ±10 %.
Из представленного графика следует, что, что в качестве контрольной можно выбрать 53 тарелку.
На основе анализа оптимальных статических режимов работы ректификационных колонн предложена система управления, представленная на рис. 3. Она содержит:
– комбинированную систему регулирования температуры на контрольной тарелке колонны К-1 изменением расхода теплового потока в зависимости от расхода питания в эту колонну;
– систему стабилизации флегмового числа колонны К-1 изменением отбора дистиллята D1;
– комбинированную систему регулирования температуры на контрольной тарелке колонны К-2 изменением расхода теплового потока в зависимости от расхода питания в эту колонну;
– систему регулирования расхода дистиллята D2 в зависимости от расхода питания в колонну К-2.
Одноконтурными системами регули- руются:
– уровни во флегмовых ёмкостях изменением расхода флегмы;
– уровни в ребойлерах колонн изменением расхода кубового продукта;
– давление в колоннах изменением расхода охлаждающего агента в конденсаторы колонн.
Кривые разгона по каналам передачи воздействий получены моделированием в среде Unisim Design. Далее определены передаточные функции объекта и выполнена их нормировка.
Настроечные параметры ПИ-регуляторов, используемых в системах стабилизации, подбирались имитационным моделированием в среде Unisim Design.
Для синтеза регуляторов соотношения расходов смоделированы функциональные блоки R и F/D, которые рассчитывают флегмовое число и отношение питания к дистилляту соответственно. Выходной сигнал функционального блока поступает на вход классического ПИ-регулятора FFC, который регулирует соотношение расходов изменением положения клапана, установленного на линии отбора дистиллята.
В табл. 4 приведены значения настроечных параметров ПИ-регуляторов, предлагаемых в системе управления. Настроечные параметры регуляторов определены на основе анализа переходных процессов в процессе имитационного моделирования.
Таблица 4
Настроечные параметры регуляторов блока колонн К-1 и К-2
|
Позиция на схеме |
Наименование |
Коэффициент усиления К |
Время изодрома Ti, мин |
|
1 |
Регулятор расхода |
0,1 |
0,2 |
|
2 |
Регулятор давления |
2 |
0,2 |
|
3 |
Регулятор уровня |
4 |
6 |
|
4 |
Регулятор соотношения расходов |
0,15 |
0,1 |
|
5 |
Регулятор температуры |
3,4 |
0,6 |
|
6 |
Регулятор уровня |
4 |
6 |
|
7 |
Регулятор соотношения расходов |
0,15 |
0,1 |
|
8 |
Регулятор давления |
2 |
0,2 |
|
9 |
Регулятор уровня |
4 |
4 |
|
10 |
Регулятор температуры |
2,4 |
0,3 |
|
11 |
Регулятор уровня |
4 |
4 |
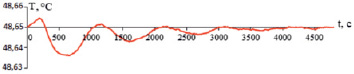
Рис. 4. Изменение температуры на контрольной тарелке в колонне К-2
В качестве компенсаторов К1 и К2 выбраны интегро-дифференцирующие звенья и получены их передаточные функции 1, 2:
 (1)
(1)
 (2)
(2)
На рис. 4 представлен график изменения температуры на контрольной тарелке ТКТ колонны К-2 в системе оптимального управления блоком колонн К-1 и К-2 при ступенчатом возмущении в головную колонну по расходу питания на 10 % от базового значения. Амплитуда колебаний не превышает 0,015 °С, а время переходного процесса блока колонн составляет менее 1 ч, что свидетельствует о высоком качестве переходного процесса.
Выводы
Выполнен структурный и параметрический синтез системы оптимального управления колоннами К-1 и К-2 в производстве изопрена. Получен переходной процесс высокого качества с максимальным отклонением температуры на контрольной тарелке, не превышающем погрешности измерительных средств, используемых в производственных условиях.
Выполнение структурного и параметрического синтеза с использованием среды Unisim Design на примере блока колонн К-1 и К-2 в производстве изопрена показало высокую эффективность как по статической оптимизации процесса, так и по имитационному моделированию при коррекции значений настроечных параметров регулирующих устройств.
Библиографическая ссылка
Кривошеев В.П., Филимонцев Е.А., Ефимов И.М. СИНТЕЗ СИСТЕМЫ УПРАВЛЕНИЯ РЕКТИФИКАЦИОННЫМИ КОЛОННАМИ К-1 И К-2 В ПРОИЗВОДСТВЕ ИЗОПРЕНА // Современные наукоемкие технологии. – 2019. – № 12-1. – С. 68-72;URL: https://top-technologies.ru/ru/article/view?id=37835 (дата обращения: 18.04.2024).