



Актуальность данной темы заключается в том, что с целью установления эффективного процесса проводится наблюдение результатов обработки. В данном случае делается несколько измерений.
Проведем статистическое регулирование технологический процесс изготовления болта на автоматах в автоматном цехе нарезания резьбы. Контролируемый болт имеет диаметр равный 38 мм, возможны допускаемые отклонения es = –0,005 мм и еi = –0,019 мм. Для проведения статистического анализа процесса построить s-контрольные карты. Объём контроля N = 100, объём выборки n = 5.
Данные измерения получены с 1-го автомата.
Данные замеры были проведены в течение одних суток с целью выявления стабильности работы автоматов.
Рассмотрим 2 случая измерения.
|
Результаты 1-го измерения |
Результаты 2-го измерения |
||||||||||||||||
|
n |
t |
1 |
2 |
3 |
4 |
5 |
xiср |
si |
n |
t |
1 |
2 |
3 |
4 |
5 |
xiср |
si |
|
1 |
8 |
10 |
3 |
2 |
5 |
7 |
5,4 |
3,21 |
1 |
8 |
10 |
3 |
2 |
5 |
7 |
5,4 |
3,2 |
|
2 |
9 |
2 |
10 |
8 |
9 |
1 |
6 |
4,18 |
2 |
9 |
2 |
10 |
8 |
9 |
1 |
6 |
4,1 |
|
3 |
10 |
8 |
1 |
3 |
4 |
7 |
4,6 |
2,88 |
3 |
10 |
8 |
1 |
3 |
4 |
7 |
4,6 |
2,9 |
|
4 |
11 |
10 |
4 |
7 |
2 |
9 |
6,4 |
3,36 |
4 |
11 |
10 |
4 |
17 |
2 |
9 |
6,4 |
5,9 |
|
5 |
12 |
6 |
3 |
9 |
10 |
7 |
7 |
2,74 |
5 |
12 |
6 |
3 |
9 |
10 |
7 |
7 |
2,7 |
|
6 |
13 |
7 |
9 |
1 |
4 |
2 |
4,6 |
3,36 |
6 |
13 |
7 |
9 |
1 |
4 |
2 |
4,6 |
3,4 |
|
7 |
14 |
10 |
9 |
2 |
5 |
3 |
5,8 |
3,56 |
7 |
14 |
10 |
9 |
2 |
5 |
3 |
5,8 |
3,6 |
|
8 |
15 |
8 |
10 |
2 |
1 |
0 |
4,2 |
4,49 |
8 |
15 |
8 |
10 |
2 |
1 |
20 |
4,2 |
7,6 |
|
9 |
16 |
6 |
7 |
6 |
8 |
9 |
7,2 |
1,30 |
9 |
16 |
6 |
7 |
6 |
8 |
9 |
7,2 |
1,3 |
|
10 |
17 |
10 |
4 |
9 |
7 |
8 |
7,6 |
2,30 |
10 |
17 |
10 |
4 |
9 |
7 |
8 |
7,6 |
2,3 |
Коэффициенты Bi,С2i и Сi определяются из таблицы «коэффициенты для вычисления границ регулирования контрольных карт Шухарта», взятыми для соответствующего объёма выборки n = 5: С5 = 0,940, B15 = 0 и B25 = 1,889. Следовательно, центральная линия в первом случае равна: sц1 = С5⋅s = 2,93289, а границы регулирования равны: sн1 = B15∙s = 0, sв1 = B25∙s = 5,893862. Центральная во втором случае линия равна: sц2 = C5∙s = 3,530948, а границы регулирования равны: sн2 = B15∙s = 0, sв2 = B25∙s = 5,89.
Изобразим для наглядности s-контрольные карты в сравнении (рисунок).
Анализ контрольных карт, во 2-м случае, показывает, что рассеяние диаметра болта неприемлемо, и по рассеянию процесс нестабилен (оборудование настроено недостаточно точно), поскольку на s-карте есть показания разлаженности процесса. Необходимо выяснить причину нестабильности и провести управляющее воздействие на процесс. После стабилизации контрольную карту следует построить заново.
а 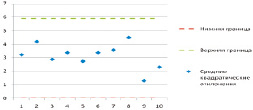 б
б 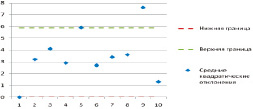
S-контрольные карты:а – первый случай измерения; б – второй случай измерения
Библиографическая ссылка
Бариева А.Н., Исаева Ю.М., Ребро И.В., Мустафина Д.А. Статистический анализ регулирования технологического процесса изготовления болта на автоматах нарезания резьбы // Современные наукоемкие технологии. – 2013. – № 6. – С. 94-95;URL: https://top-technologies.ru/ru/article/view?id=32000 (дата обращения: 24.04.2024).